الصفحة الرئيسية / خدمات التصنيع / خدمة القولبة بالحقن / خدمة التشكيل الزائد
عملية التشكيل الزائد | التصنيع الدقيق متعدد المواد
تقنية القولبة بالحقن على خطوتين للجمع بين المواد البلاستيكية الصلبة والطبقات المتينة والناعمة. يحظى التصنيع الدقيق للقوالب الدقيقة وإنتاج القوالب المتراكبة عالية الجودة من شركة First Mold بتقدير كبير في جميع أنحاء العالم.
ما هو القولبة المفرطة؟
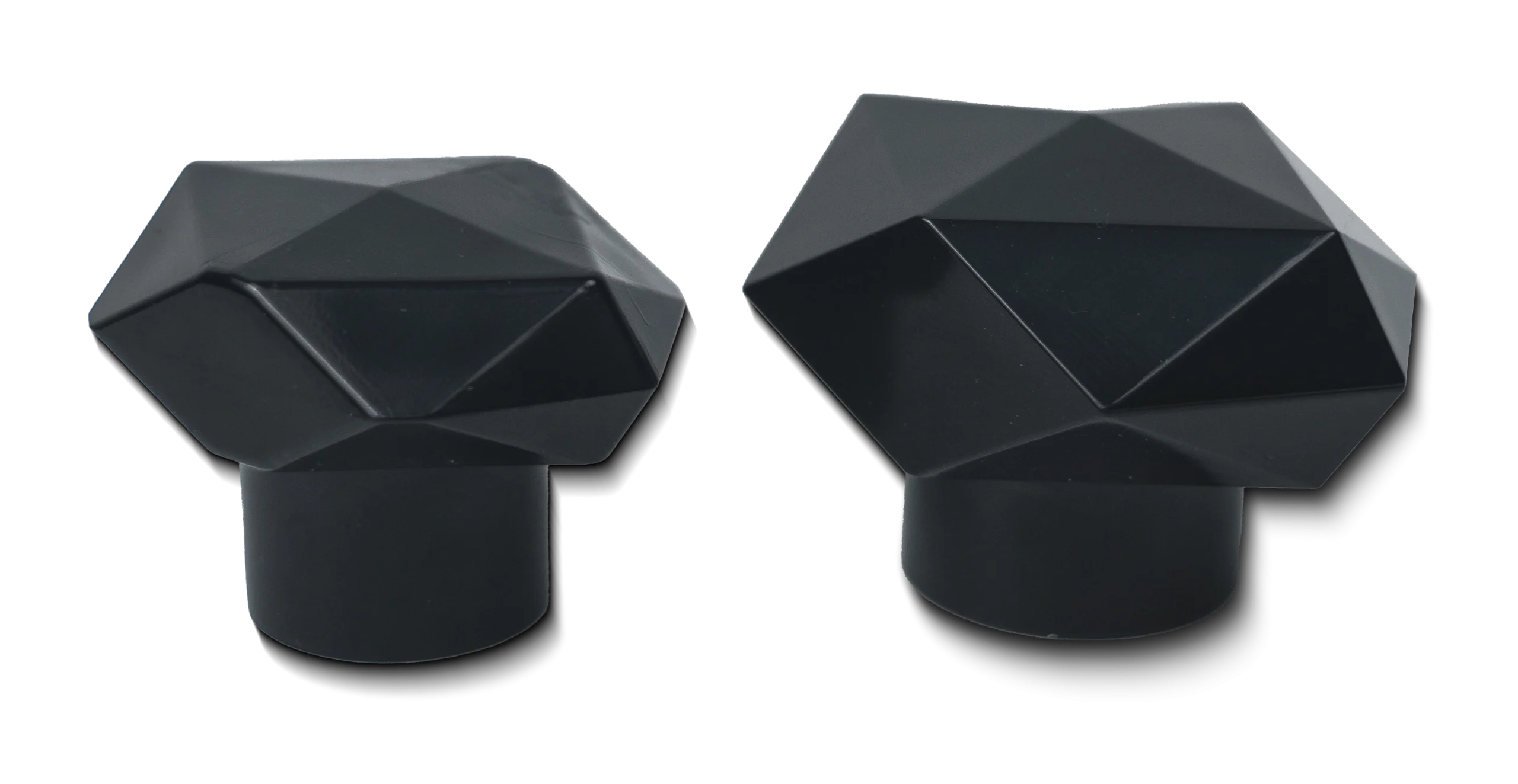
في تصميم المنتج، قد تحتوي بعض منتجاتك على مادة لينة (مثل TPE أو السيليكون أو المطاط) ملفوفة حول مادة أساسية (بلاستيك صلب أو معدن). ويتم ذلك لتحسين التماسك أو منع الانزلاق أو تحسين المظهر. هذه المنتجات شائعة جداً، مثل مقابض الأدوات، ومقابض فرشاة الأسنان، وحافظات الهواتف. وعادةً ما يتطلب إنتاجها عملية قولبة زائدة.
ينطوي التشكيل الزائد على استخدام مادتين بلاستيكيتين مختلفتين، يتم حقنهما بشكل منفصل في ماكينة قولبة بالحقن واحدة. بعد صب القالب الأول في مجموعة واحدة من القوالب، يتم إخراج المنتج ووضعه في مجموعة أخرى من القوالب للقولبة بالحقن الثاني. ولذلك، يتطلب التشكيل الزائد عادةً مجموعتين من القوالب.







لا مزيد من المقابض الزلقة - اربط المقابض وأغلقها واحمها باستخدام القوالب الزائدة
تقود شركة First Mold صناعة القولبة بالحقن بقدرات شاملة. يمثل التشكيل الزائد أحد تخصصاتنا التي أثبتت جدارتها. فنحن نحل المشاكل الصعبة في مجال القوالب المتراكبة مثل:
إصلاح عيوب الإنتاج
- التصفيح: تتقشر المواد اللينة بسهولة بسبب عدم كفاية الالتصاق بالركيزة الصلبة.
- الوميض: تؤدي المواد الزائدة إلى خلق حواف خشنة، مما يؤدي إلى زيادة تكاليف التشطيب.
- علامات الحوض: يتسبب التبريد غير المتكافئ في حدوث انبعاجات في السطح، مما يفسد المظهر والمتانة.
- مختبر المواد: اختبار أكثر من 300 زوج من المواد، وتقديم تقارير التوافق.
- قوالب دقيقة: تحكم دقيق في درجة الحرارة بمقدار ± 0.5 درجة مئوية يزيل الوميض.
- مراقبة الضغط في الوقت الحقيقي: ضبط الضغط تلقائيًا لمنع علامات الغرق.
معالجة عيوب التصميم
- تضارب سُمك الجدار: تتسبب الطبقات الصلبة السميكة أكثر من اللازم في حدوث تشققات في المواد اللينة؛ بينما تفتقر الطبقات الأقل سماكة إلى القوة.
- خطوط فراق مرئية: فيض البلاستيك المنصهر عند سطح الإغلاق يفسد جماليات المنتج المتميز.
- مراجعات سريعة لسوق دبي المالي: احصل على نصائح حول سُمك الجدار في غضون 48 ساعة.
- تحديد موضع القالب الحاصل على براءة اختراع: <0.02mm error between base and overmold.
- خطوط فراق مخفية: حلول سلسة للأجهزة الإلكترونية/الطبية.



تطبيقات القوالب المتراكبة ودراسات الحالة
تستخدم مصانع القوالب بالحقن القوالب المتراكبة في مجموعة كبيرة من الصناعات.




| الصناعة | المنتجات التمثيلية | المزايا الرئيسية |
| الأجهزة الطبية | مقابض الأدوات الجراحية، ومكونات الأطراف الصناعية، وموصلات القسطرة، ومكابس المحاقن | التوافق الحيوي (ISO 10993)، ومقاومة المواد الكيميائية، والتوافق المعزز للتعقيم (FDA/CE) |
| السيارات | مقابض عجلة القيادة، ووحدات الوسائد الهوائية، وأغلفة المقاعد خفيفة الوزن، وأغلفة حزم البطاريات | 40-50% 40-50% تخفيض الوزن، والتخميد الاهتزازي (SAE J1475)، ومثبطات اللهب (UL94 V-0) |
| الإلكترونيات الاستهلاكية | حافظات الهاتف، حافظات شحن سماعات الأذن، مقابض وحدة التحكم في الألعاب، أحزمة الساعات الذكية | مضاد للانزلاق وامتصاص الصدمات، مقاوم للماء IP68، جماليات متعددة الألوان غير ملحومة |
| الصناعة والأدوات | مقابض الأدوات الكهربائية، والأكمام المانعة للانزلاق لمفاتيح الربط، وأغطية الأدوات الدقيقة | تحسين مقاومة الصدمات 300%، والتوافق مع MIL-STD-810G، وتقليل الإجهاد المريح |
دراسات الحالة:
التحدي
يؤدي السقوط المتكرر إلى تشقق أغلفة سماعات الأذن TWS. وهذا يؤدي إلى معدل شكوى 23% للمستخدمين.
الحل
غلاف داخلي صلب للكمبيوتر الشخصي وقوالب علوية ممتصة للصدمات من مادة TPU
معالجة السطح
ملمس غير لامع شبيه بالجلد ومقاوم لبصمات الأصابع
النتائج
خفضت إحدى أكبر 3 علامات تجارية عالمية للهواتف الذكية تكاليف إصلاح ما بعد البيع بمقدار 411 تيرابايت 4 تيرابايت

تركيبات المواد لتكنولوجيا القوالب المتراكبة
تُعد تقنية القوالب المتراكبة نموذجًا للتصنيع المتكامل متعدد المواد في الإنتاج الصناعي، مع خيارات متنوعة لمزاوجة المواد. تلخص شركة First Mold استراتيجيات مزيج المواد للقولبة المفرطة على النحو التالي:
التآزر الوظيفي
على سبيل المثال: الجمع بين البولي بروبيلين (PP) مع لدائن SEBS تستفيد من تشابك السلسلة الجزيئية للتخلص من المواد اللاصقة، مع تحقيق مقاومة التعقيم بأشعة جاما (جرعة 25 كيلو جاي) للمقابض الطبية
تحسين الأداء
على سبيل المثال: تُظهر مركبات النايلون (PA66) -TPV المطاط الصناعي من النايلون (PA66) مقاومة استثنائية للتآكل الزيتي/الأحماضي والاحتكاك المنخفض للغاية (μ=1.2). وهي مثالية لأغلفة البطاريات عالية الجهد في السيارات الكهربائية.
الابتكار المستدام
أي: يوفر البولي إيثيلين تيرفثاليتيل متعدد الألياف القائم على أساس حيوي والمدمج مع ركائز PLA حلولاً قابلة للتحلل الحيوي بالكامل. عن طريق خفض انبعاثات الكربون بنسبة 50% مما يعني أنه يفي بمتطلبات EN 13432 الخاصة بقابلية التسميد الصناعي - مما يحدث ثورة في أنظمة التغليف الصديقة للبيئة.

| الركيزة | أوفرمولد | التطبيقات النموذجية | معايير الاعتماد |
| ص | TPE/SEBS | المقابض الطبية ومقابض الأدوات | ISO 10993, FDA 21 cfr |
| ABS | TPU | أغطية الهاتف، أحزمة الساعات الذكية | IEC 60529, RoHS |
| كمبيوتر شخصي | مطاط السيليكون السائل (LSR) | أزرار السيارات الشفافة، لهّايات الأطفال | IATF 16949، IATF 16949، LFGB |
| نايلون (PA6/PA66) | TPV | علب بطاريات السيارات، التروس الصناعية | UL94 V-0، ML-SD-810G |
| PBT | مادة TPE المقواة بالألياف الزجاجية | مقابض الأدوات الكهربائية، والموصلات | إن 61340، آي إيك 60695، آي إي سي 60695 |
| بيك | مطاط الفلوروكربون (FKM) | أجهزة الاستشعار الفضائية، الغرسات الطبية | ISO 13485، AS9100 |
| إدخالات معدنية | TPE/TPU | مقابض الأدوات الكهربائية والأجهزة الطبية | أيزو 2768، أستم D638 |
| بوم | اللدائن البلاستيكية الحرارية (TPE) | أكمام تخميد التروس وأغطية الأدوات الدقيقة | DIN 54800 |
| PPS | مطاط السيليكون (VMQ) | مستشعرات درجات الحرارة العالية، ومكونات المحرك | SAE J2460، AMS 3217 |
| PLA | مادة TPE الحيوية | عبوات صديقة للبيئة ومنتجات قابلة للتحلل الحيوي | إن 13432، ASTM D6400، إن 13432، أستم D6400 |
القوالب المتراكبة مقابل. صب القوالب الداخلية مقابل. صب بلونين
يتضمن التشكيل الزائد حقن مادة واحدة على ركيزة موجودة (مثل البلاستيك الصلب أو المعدن). تكتمل هذه العملية في خطوات منفصلة لتشكيل طبقة واقية أو وظيفية. في القولبة بالإدراج، يتم وضع الحشوات مثل المعدن أو المكونات الإلكترونية في قالب الحقن أولاً. بعد ذلك، يتم حقن البلاستيك لتأمين ودمج الإدخالات. في القولبة ثنائية اللقطة، يتم استخدام قالب دوّار لحقن مادتين مختلفتين في نفس الدورة.
| البُعد | التشكيل الزائد | إدراج القوالب | صب بلونين |
| خطوات العملية | حقن من خطوتين: قلب صلب ← قالب فوقي ناعم | وضع ما قبل الإدخال → تغليف الطلقة الواحدة | حقن ثنائي الطلقة (قالب دوار/منزلق) |
| تركيبة المواد | الربط اللين والصلب (على سبيل المثال، PP+TPE) | بلاستيك + معدن/إدراج (على سبيل المثال، PA66 + نحاس) | بلاستيك مزدوج اللون (على سبيل المثال، ABS+PC) |
| متطلبات المعدات | ماكينة قياسية + قالب متوافق | ماكينة قياسية + روبوت/وضع الإدخال اليدوي/الإنسان الآلي | ماكينة مخصصة ثنائية اللون + قالب دوّار (± 0.02 مم) |
| التفاعل المادي | الترابط الكيميائي (التوافق الديناميكي الحراري) | قفل ميكانيكي (بدون ترابط كيميائي) | الطبقات الفيزيائية (تزامن نقطة الانصهار) |
| الفرق الهيكلي | التغليف متعدد الطبقات (التكامل الوظيفي) | إدراج القلب (التعزيز المركب) | الطبقات السلسة (الاندماج الجمالي) |
| تكلفة العفن | $$ | $ | $$$ |
| دورة الإنتاج | 30-60 ثانية (يتطلب التبريد بين الطبقات) | 45-90 ثانية (وضع الإدخال اليدوي) | 20-40 ثانية (لقطة مزدوجة تلقائية) |
| المنتجات النموذجية | مقابض الأدوات، الأدوات الطبية | موصلات السيارات، الأقطاب الكهربائية الطبية | مصابيح خلفية مزدوجة اللون، ومفاتيح لوحة مفاتيح شفافة |
الأسئلة الشائعة

كيف يمكنني تحديد ما إذا كان المنتج الخاص بي مناسبًا للقولبة المفرطة؟ ما هي المعلمات الرئيسية التي يجب توفيرها مسبقاً؟
نوصي بتوفير الفئات الثلاث التالية من المعلمات للتقييم:
1. توافق المواد:
معلمات قطبية الركيزة الصلبة (مثل ABS/PC) والمادة اللينة (مثل TPE/TPU).
فرق نقطة الانصهار (يفضل ΔT ≤50 درجة مئوية).
إذا كانت البيانات غير متوفرة، يمكننا إجراء اختبارات مطابقة مكتبة المواد.
2. الجدوى الهيكلية:
يجب أن يكون سُمك الأجزاء الصلبة ≥1.2 مم لتحمل ضغط الصب الثانوي.
يجب حجز فجوات من 0.3-0.5 مم في مناطق تغطية المواد اللينة لمنع وميض القولبة بالحقن.
3. المتطلبات الوظيفية:
ضع علامة على نقاط الإجهاد لمقاومة الانزلاق، أو منع الانزلاق، أو امتصاص الصدمات.
مثال: تتطلب مناطق القبضة في المقابض الطبية قوة ربط معززة.
كيف تعالج First Mold بسرعة مشكلة التشوه أثناء إنتاج القوالب المتراكبة الصغيرة؟
التزامنا بالحلقة المغلقة لمدة 48 ساعة:
تحليل الأسباب الجذرية:
- إذا لم يكن هناك آثار ذوبان في الواجهة → عيب في التصميم (إضافة ميزات التثبيت المفاجئ أو القطع السفلية)
- إذا كانت طبقة الذوبان غير مكتملة → عيب في العملية (اضبط درجة حرارة حقن المادة اللينة على درجة حرارة المادة الصلبة Tg +15 ℃)
الحلول:
ثلاث حزم تحسينية: استبدال المواد/المعالجة السطحية/الترقية الهيكلية
(مثال: تزيل مادة TPE-V ذاتية الترابط الذاتي من مادة TPE-V المعالجة المسبقة)
ضمان التكلفة:
- تغطية تكلفة المواد 100% لتغطية تكاليف إعادة العمل الناجمة عن أخطاء العملية لدينا.
كيف تتعامل شركة First Mold مع التحكم الدقيق في دقة منتجات القوالب المتناهية الصغر مثل أجزاء سماعات الأذن؟
بفضل خبرتنا الغنية في مجال التصنيع الدقيق للغاية، نحافظ على دقة على مستوى الميكرون من خلال ثلاث طرق رئيسية:
1. صناعة القوالب
- تآكل الشرارة فائق السلاسة (Ra≤0.02 ميكرومتر)
- قطع خماسي المحاور عالي الدقة
- فجوة سطح الختم ≤0.005 مم
2. التحكم في العمليات
- ضغط الحقن المستقر (≤1% التباين)
- تحكم دقيق في درجة الحرارة (± 0.5 ℃)
3. التفتيش
ماسحات ليزر ثلاثية الأبعاد (دقة ± 5 ميكرومتر)
المسح بالأشعة السينية المقطعية
يكتشف الفقاعات الصغيرة حتى 0.1 مم³
ما مدى مرونة طاقتك الإنتاجية للزيادات المفاجئة في الطلبات (التشكيل الزائد فقط)؟
نضمن توسعاً سريعاً في السعة من خلال 3 استراتيجيات أساسية لزيادة الطلبات الزائدة:
1. التكرار في المعدات وآلية التشغيل السريع
- مجموعة المعدات المخصصة:
12 ماكينة قولبة بالحقن بالحقن خاصة بالقوالب المتراكبة (قوة التثبيت 180-2500T)، مع 4 ماكينات محجوزة استراتيجيًا (33% من الإجمالي) في وضع الاستعداد. - إمكانية التحويل السريع:
≤ تبديل القالب في 45 دقيقة (متوسط الصناعة: ساعتان) عن طريق عدّادات ساخنة مسخّنة مسبقًا وواجهات قاعدة القالب الموحدة.
2. تكامل عميق لسلسلة التوريد
- مخزون المواد الخام الاستراتيجية:
مخزون أمان لمدة 3 أشهر (≈500 طن متري) لمجموعات المواد عالية التردد (TPE-PP، TPU-ABS). - استجابة أولوية الموردين:
تضمن اتفاقيتا VMI مع شركة كوفيسترو وإكسون موبيل تسليم المواد الحرجة (TPE وLLSR) خلال 72 ساعة.
3. التخصيص الديناميكي للقدرات والجدولة الذكية
- نظام التنبؤ بقدرة الذكاء الاصطناعي:
ضبط خطط الإنتاج باستخدام البيانات التاريخية وتحليل الأحمال في الوقت الفعلي. على سبيل المثال: - التخصيص المسبق للقدرة الاحتياطية قبل أسبوعين من الزيادات المتوقعة في طلبات المناولة الطبية 50%
- تحديد أولويات الطلبات العاجلة تلقائيًا في غضون ≤4 ساعات
- مرونة المناوبة:
يؤدي الانتقال السلس من عمليات النوبتين إلى 3 نوبات إلى زيادة الإنتاج اليومي بمقدار 501 تيرابايت 4 تيرابايت (100 ألف ← 150 ألف وحدة).
كيف يمكن التحقق من جدوى عملية التشكيل الزائد بأقل تكلفة ممكنة أثناء الإنتاج التجريبي للدفعات الصغيرة؟
نحن نقدم حلاً للتحقق من ثلاث مراحل:
- نماذج أولية مطبوعة ثلاثية الأبعاد: باستخدام الراتنج الصلب + قولبة مطاط السيليكون الناعم، تكلفة الوحدة الواحدة أقل من 50 يوان، والتحقق من التجميع وتجربة اللمس.
- الإنتاج التجريبي للقوالب اللينة: قوالب من البولي إيثيلين البولي إيثيلين المقاوم للحرارة العالية مع إطارات من الألومنيوم، بتكلفة 201 تيرابايت 4 تيرابايت فقط من القوالب الفولاذية لما يصل إلى 500 وحدة.
- إعادة استخدام إطار القالب: إذا كانت القوالب المدرجة موجودة بالفعل، يمكن إضافة تجاويف مطاطية ناعمة لتوفير 30% من تكاليف تطوير القالب.
كيف نضمن مطابقة الألوان بدقة للمنتجات متعددة المواد المقولبة؟ ما هي معايير اختلاف الألوان المستخدمة؟
نستخدم نظاماً للتحكم في الألوان من خطوتين: التحضير:
مطابقة مواد الألوان مع أدلة بانتون باستخدام أدوات دقيقة لإنشاء صيغ لونية (بحد أقصى 1.5 فرق لوني).
فحص في الوقت الحقيقي: استخدم أنظمة الكاميرا أثناء الإنتاج لمراقبة الألوان وضبطها على الفور.
معايير الجودة: اتباع قواعد ISO - اختلاف اللون داخل الدفعات ≤0.8، وبين الدفعات ≤1.2.











